Как шарошить седла клапанов ВАЗ 2106
Замена седел клапанов ваз 2108 своими руками
КАК ПОМЕНЯТЬ СЕДЛО КЛАПАНА:
Клапаны вместе с сёдлами подвержены большим термическим нагрузкам, вследствие чего на них появляются дефекты, такие как трещины, пригары, раковины вследствие перегрева, либо в двигатель попадают посторонние предметы, которые повредят седло.

Если головка перегревалась, то может возникнуть несоосность седла и направляющей клапана, что приводит к негерметичности. Износ седла также идёт неравномерно, а по оси кулачка, из-за чего седло приобретает овальность. Все эти изъяны необходимо править с использованием фрез, шарошек или зенкеров, а потом притирать клапана; на специализированном оборудовании поправить седло можно в один заход без последующей притирки.
Если старое седло невозможно поправить, то его нужно заменить на новое, а потом уже обработать и нарезать на нём фаску под новый клапан. Процесс замены можно условно разделить на несколько частей: извлечение седла клапана, подготовка заготовки для нового седла, установка новой детали и завершающая обработка с подгонкой фаски под новый клапан. Разберём всё по порядку.
Извлечение седла
Сначала рассмотрим, как не надо делать, хотя некоторые гаражные гуру автомобилестроения рекомендуют делать именно так.

-сварка клапана + выбивание
Сначала старый ненужный клапан подгоняют под размеры седла, вставляют на посадочное сесто и приваривают клапан к седлу. Пока ещё не остыло, выбивают клапан, и он выходит вместе с седлом. За счёт разного расширения металлов- стали и алюминия- натяг уменьшается, когда остынет, будет не так легко выходить.
Почему так делать не надо? При сварке нагревается вся головка и её непременно поведёт, она станет кривая и в дополнение к этому откроются скрытые трещины, там, где были внутренние напряжения металла (а они есть в любом случае). Потом будете удивляться, почему моя головка вдруг оказалась пробитой.
Оптимальный способ: растачивание седла клапана на станке, пока он не станет размером с фольгу и сам не выпрыгнет из посадочного отверстия. Но… это нельзя реализовать в гараже из-за дороговизны оборудования, да и не в каждом селе будет такой станочек. Поэтому рассмотрим ещё один способ, лёгкий и безопасный, и реализуемый в любом гараже.
Выбор гаражных мастеров: простой и безопасный способ
Стачиваем фрезой седло насквозь с одного края. Седло ослабнет, потеряет натяг и само выпрыгнет из посадочного отверстия, даже не придётся его насквозь точить, доходя до посадочной плоскости, когда останется чуть меньше, чем 0,5 мм натяга уже не хватает, чтобы удержаться. Разомкнув кольцо, седло больше не сможет сопротивляться.
Фреза для дрели продаётся в любом строительном магазине, стоит не дороже, чем сверло, поэтому данный метод такой доступный.
Теперь, когда седло извлечено, надо подумать, что мы будем туда вставлять.
Заготовка седла клапана
Для всех популярных моторов предлагаются заготовки сёдел клапанов, как стандартных размеров, так и ремонтных, с увеличенным внешним диаметром. Для редких двигателей заготовки надо заказывать или изготавливать на заказ.

Такие заготовки достаточно дешёвые, если не нашлось для какого-то мотора, можно подобрать по размеру из имеющихся наименований. Но и не забывайте, что фирмы, производящие детали двигателя (Kolbenschmidt), в частности клапана, производят ещё и сёдла тех же размеров, так что спрашивайте в магазинах вашего города. После установки седло надо будет обработать- нарезать фаску под клапан.
Установка нового седла
Седло клапана правильно устанавливать с азотом, все другие методы не такие надёжные. В нормальном состоянии при комнатной температуре дивметр седла больше диаметра отверстия в головке, поэтому после установки получается некоторый натяг. Чтобы засунуть седло, его надо уменьшить в размере, для этого и нужен азот.
Азот в жидком состоянии сохраняет очень низкую температуру. Охлаждаясь в азоте, клапан сжимается в диаметре, и охладившись может свободно залезть в посадочное отверстие головки. В то же время, чтобы увеличить посадочное отверстие в головке, головку можно нагреть, тогда отверстие расширится и зазор увеличится. Если нагреть головку, то тогда не надо так сильно охлаждать седло, достаточно будет просто положить в морозилку и разницы температур будет достаточно.
Устанавливать седло без предварительной термической обработки нельзя, не будет достигнут необходимый натяг и седло выпадет в процессе эксплуатации.
При установке нужно забить седло, чтобы оно стало на место, сильно бить не надо, достаточно лёгких ударов.
Механическая обработка нового седла
На новом установленном седле надо нарезать фаску. Лучше всего это сделать на специализированном станке, так получится обработать наиболее точно. Это реализуется благодаря жёсткой центровке резца, чего невозможно добиться используя ручные шарошки.

Но если в вашей местности нет подобного оборудования, шарошки- это всё, на что вы можете рассчитывать. Если есть поблизости металлообрабатывающий цех, можно попробовать обработать клапана на фрезерном станке, результат вполне сойдёт.
На седле надо нарезать три кромки- внешнюю, внутреннюю и сверху них центральную, самую узкую, по которой седло будет соприкасаться с клапаном.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Замена седел клапанов ваз 2108 своими руками
КАК ПОМЕНЯТЬ СЕДЛО КЛАПАНА:
Клапаны вместе с сёдлами подвержены большим термическим нагрузкам, вследствие чего на них появляются дефекты, такие как трещины, пригары, раковины вследствие перегрева, либо в двигатель попадают посторонние предметы, которые повредят седло.
Если головка перегревалась, то может возникнуть несоосность седла и направляющей клапана, что приводит к негерметичности. Износ седла также идёт неравномерно, а по оси кулачка, из-за чего седло приобретает овальность. Все эти изъяны необходимо править с использованием фрез, шарошек или зенкеров, а потом притирать клапана; на специализированном оборудовании поправить седло можно в один заход без последующей притирки.
Если старое седло невозможно поправить, то его нужно заменить на новое, а потом уже обработать и нарезать на нём фаску под новый клапан. Процесс замены можно условно разделить на несколько частей: извлечение седла клапана, подготовка заготовки для нового седла, установка новой детали и завершающая обработка с подгонкой фаски под новый клапан. Разберём всё по порядку.
Извлечение седла
Сначала рассмотрим, как не надо делать, хотя некоторые гаражные гуру автомобилестроения рекомендуют делать именно так.
-сварка клапана + выбивание
Сначала старый ненужный клапан подгоняют под размеры седла, вставляют на посадочное сесто и приваривают клапан к седлу. Пока ещё не остыло, выбивают клапан, и он выходит вместе с седлом. За счёт разного расширения металлов- стали и алюминия- натяг уменьшается, когда остынет, будет не так легко выходить.
Почему так делать не надо? При сварке нагревается вся головка и её непременно поведёт, она станет кривая и в дополнение к этому откроются скрытые трещины, там, где были внутренние напряжения металла (а они есть в любом случае). Потом будете удивляться, почему моя головка вдруг оказалась пробитой.
Оптимальный способ: растачивание седла клапана на станке, пока он не станет размером с фольгу и сам не выпрыгнет из посадочного отверстия. Но… это нельзя реализовать в гараже из-за дороговизны оборудования, да и не в каждом селе будет такой станочек. Поэтому рассмотрим ещё один способ, лёгкий и безопасный, и реализуемый в любом гараже.
Выбор гаражных мастеров: простой и безопасный способ
Стачиваем фрезой седло насквозь с одного края. Седло ослабнет, потеряет натяг и само выпрыгнет из посадочного отверстия, даже не придётся его насквозь точить, доходя до посадочной плоскости, когда останется чуть меньше, чем 0,5 мм натяга уже не хватает, чтобы удержаться. Разомкнув кольцо, седло больше не сможет сопротивляться.
Фреза для дрели продаётся в любом строительном магазине, стоит не дороже, чем сверло, поэтому данный метод такой доступный.
Теперь, когда седло извлечено, надо подумать, что мы будем туда вставлять.
Заготовка седла клапана
Для всех популярных моторов предлагаются заготовки сёдел клапанов, как стандартных размеров, так и ремонтных, с увеличенным внешним диаметром. Для редких двигателей заготовки надо заказывать или изготавливать на заказ.
Такие заготовки достаточно дешёвые, если не нашлось для какого-то мотора, можно подобрать по размеру из имеющихся наименований. Но и не забывайте, что фирмы, производящие детали двигателя (Kolbenschmidt), в частности клапана, производят ещё и сёдла тех же размеров, так что спрашивайте в магазинах вашего города. После установки седло надо будет обработать- нарезать фаску под клапан.
Установка нового седла
Седло клапана правильно устанавливать с азотом, все другие методы не такие надёжные. В нормальном состоянии при комнатной температуре дивметр седла больше диаметра отверстия в головке, поэтому после установки получается некоторый натяг. Чтобы засунуть седло, его надо уменьшить в размере, для этого и нужен азот.
Азот в жидком состоянии сохраняет очень низкую температуру. Охлаждаясь в азоте, клапан сжимается в диаметре, и охладившись может свободно залезть в посадочное отверстие головки. В то же время, чтобы увеличить посадочное отверстие в головке, головку можно нагреть, тогда отверстие расширится и зазор увеличится. Если нагреть головку, то тогда не надо так сильно охлаждать седло, достаточно будет просто положить в морозилку и разницы температур будет достаточно.
Устанавливать седло без предварительной термической обработки нельзя, не будет достигнут необходимый натяг и седло выпадет в процессе эксплуатации.
При установке нужно забить седло, чтобы оно стало на место, сильно бить не надо, достаточно лёгких ударов.
Механическая обработка нового седла
На новом установленном седле надо нарезать фаску. Лучше всего это сделать на специализированном станке, так получится обработать наиболее точно. Это реализуется благодаря жёсткой центровке резца, чего невозможно добиться используя ручные шарошки.
Но если в вашей местности нет подобного оборудования, шарошки- это всё, на что вы можете рассчитывать. Если есть поблизости металлообрабатывающий цех, можно попробовать обработать клапана на фрезерном станке, результат вполне сойдёт.
На седле надо нарезать три кромки- внешнюю, внутреннюю и сверху них центральную, самую узкую, по которой седло будет соприкасаться с клапаном.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Набор зенковок для ремонта седел клапанов двигателей ВАЗ 2101, 21011, 2103, 2105, 2106, 21213, 21083, 2110, 2111, ЗМЗ406


Набор зенковок для ремонта седел клапанов двигателей
ВАЗ 2101, 21011, 2103, 2105, 2106,
21213, 21083, 2110, 2111.
Паспорт №
Количество режущих зубьев ____
г. воронеж
6. Правила хранения.
6.1. После окончания работы протереть оправку и зенковки чистой ветошью смоченной в бензине и смазать противокоррозионной смазкой.
6.2. Хранить набор следует в футляре в сухом отапливаемом помещении при температуре воздуха от +5 до +400С и относительной влажности воздуха не более 80% при температуре 250С.
7. Свидетельство о приемке.
7.1. Набор признан годным к эксплуатации согласно ТУ2.034.
8. Сведения о сертификации.
Данное изделие не подлежит обязательной сертификации, так как не входит в номенклатуру продукции и услуг (работ), в отношении которых законодательными актами Российской Федерации предусмотрена их обязательная сертификации (регистрационный № РОСС RU.0001.010132), введенную в действие с 01.10.1998 года Постановлением Госстандарта РФ от 23.02.98 г. №5.
Подпись ответственного за приемку_____________
5. Порядок работы.
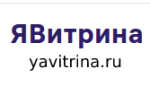
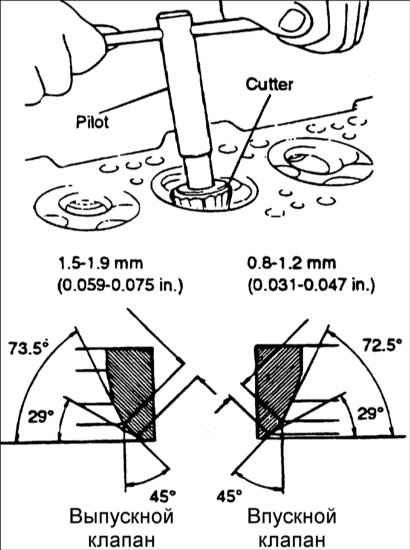
5.1. Риски на рабочей поверхности седла выпускного и впускного клапана устраняются зенкерованием фаски седла (рис.1), обеспечив при этом минимально необходимый съем металла до получения чистой поверхности фаски седла.
5.2. Обработку фаски седла впускного клапана рекомендуется производить в следующем порядке:
– зенкеровать рабочую фаску зенковкой с углом 900 и наружным диаметром Æ39 (см. рис. 2) до получения чистой и ровной поверхности;
– зенкеровать нижнюю кромку рабочей фаски зенковкой с углом 1200 и наружным диаметром Æ40 (см. рис. 3) до получения чистой и ровной поверхности;
– зенкеровать верхнюю фаску зенковкой с углом 600 и наружным диаметром Æ38 (см. рис. 4) до получения ширины фаски равной 1,9-2,0 мм.
5.3. Обработку фаски седла выпускного клапана производить в следующем порядке:
– зенкеровать рабочую фаску зенковкой с углом 900 и наружным диаметром Æ34 (см. рис. 2) до получения чистой и ровной поверхности;
– зенкеровать нижнюю кромку рабочей фаски зенковкой с углом 1200 и наружным диаметром Æ35 (см. рис. 3) до получения чистой и ровной поверхности;
– зенкеровать верхнюю фаску зенковкой с углом 600 и наружным диаметром Æ33 (см. рис. 4) до получения ширины фаски равной 1,6-1,7 мм.
1. Назначение.
Набор применяется для восстановления геометрии седел клапанов двигателей ВАЗ 2101, 21011, 2103, 2105, 2106, 21213, 21088, 2110, 2111и их модификаций.
2. Комплектность.
2.1. В комплект входят:
1. Оправка направляющая Æ8 – 1шт.
2. Зенковка Ð1200 Æ40 – 1шт.
3. Зенковка Ð900 Æ39 – 1шт.
4. Зенковка Ð600 Æ38 – 1шт.
5. Зенковка Ð1200 Æ35 – 1шт.
6. Зенковка Ð900 Æ34 – 1шт.
7. Зенковка Ð600 Æ33 – 1шт.
3. Условия эксплуатации.
3.1. Температура рабочего пространства в момент работы должна быть (20±150С)
3.2 Относительная влажность воздуха не более 80% при температуре 250С
4. Подготовка к работе.
4.1. Ознакомиться перед началом работы с паспортом.
4.2. Удалить с ошлифованной поверхности оправки консервированную смазку ветошью, смоченной в бензине и вытереть насухо. Зенковки промыть в бензине и вытереть насухо.

Рис. 1. Устранение рисок на рабочей поверхности седла впускного и выпускного клапана.
Замена направляющих втулок клапанов на автомобилях ВАЗ 2106 и 2109
Огромным преимуществом российского автопрома является возможность не только замены, но и полноценного ремонта всех узлов и агрегатов автомобилей. Довольно часто автовладельцы проводят полный разбор двигателей ВАЗ 2106 и ВАЗ 2109 и меняют все его составляющие, в том числе и направляющие втулки клапанов.
Конструкция ГБЦ и клапанов
Функционирование клапанного механизма на машинах ВАЗ 2106 и ВАЗ 2109 зависит от работы цепного привода (современные модели авто оснащаются ремёнными приводами).
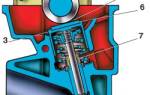
Устройство головки блока цилиндров довольно примитивное: это сёдла, пружины, направляющие втулки. Захлопывание клапанов в системе осуществляется автоматически при помощи встроенных пружин. Чтобы в камеру сгорания не просачивалось моторное масло, на втулку крепится маслосъёмный сальник.
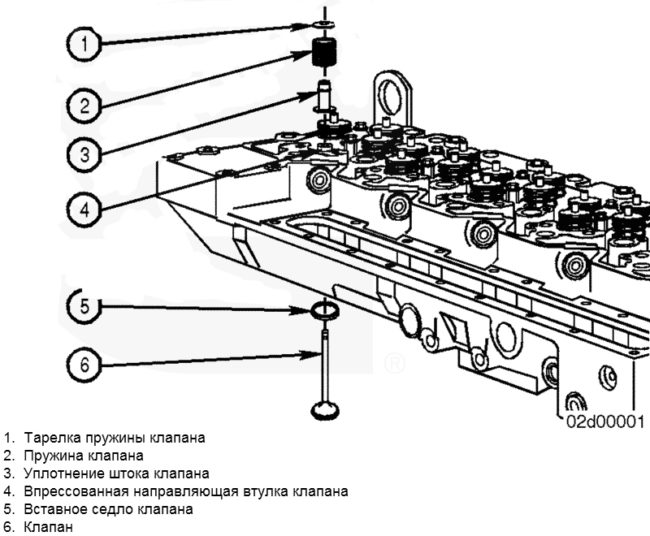 Схема головки блока цилиндров ВАЗ 2106
Схема головки блока цилиндров ВАЗ 2106
Клапанный механизм работает в сложных условиях с высокими температурами и масляным голоданием. Основной его задачей является обеспечение герметичности всей системы. Проблемы в его работе могут стать причиной снижения мощности, повышения расхода топлива и быстрого износа ГРМ.
Общее устройство втулок головки блока цилиндров
На современных машинах головки клапанов выполнены из специальных сплавов.
 Направляющие втулки клапанов ВАЗ 2106
Направляющие втулки клапанов ВАЗ 2106
На ВАЗ 2109, к примеру, направляющие изготовлены из износостойкого материала и запрессованы в головку при высокой температуре, поэтому сменить их достаточно сложно. Но проводить процедуру замены всё же нужно, поскольку втулка, несмотря на её прочность, со временем изнашивается, теряя герметичность. Проблема особенно актуальна для двигателей с большим количеством клапанов.
Назначение гильз
Основная задача клапанов — подача в камеру сгорания топливно-воздушной смеси и вывод из неё выработанных газов. У каждого из цилиндров мотора имеется два клапана — впускной и выпускной. В направляющей втулке движется шток, который и впускает/выпускает отработанные газы и топливную смесь. Герметизация камеры сгорания происходит за счёт точной «посадки» головки на седло.
Качество работы клапанов двигателя зависит от направляющих втулок и сёдел. Во время эксплуатации они изнашиваются и не могут поддерживать высокую производительность двигателя. В такой ситуации их придётся менять.
Почему гильзы могут выйти из строя
Основной причиной выхода из строя направляющих втулок является их износ. В результате увеличивается расход смазочной жидкости, так как люфт деталей приводит к быстрому выходу из строя маслосъёмного колпачка и масло просачивается в камеру сгорания. В результате наблюдается образование нагара, нарушение температурного режима работы мотора, увеличение токсичности отработанных газов и поломка катализатора (если он в машине есть).
Своевременная замена моторного масла и правильная эксплуатация ДВС автомобиля позволяет продлить срок службы втулок и менять их каждые 180–200 тысяч километров пробега. Однако из-за зазоров клапанов и несоответствия моторного масла рекомендуемым нормам может произойти боковой износ втулок и снижение подвижности клапанов по оси штока из-за увеличения радиальной нагрузки на него. По этой причине после смены маслосъёмных колпачков обязательно проводят корректировку зазора в направляющих втулках. При слишком большом зазоре и выявлении люфта втулки в обязательном порядке меняют.
Признаки неисправности направляющих гильз
Износ направляющих втулок клапанов легко и быстро определяется владельцем транспортного средства. Основной симптом этой неисправности — увеличение расхода моторного масла.
Первое, что стоит проверить при увеличении расхода моторного масла, это клапаны двигателя автомобиля. Ещё одним признаком неисправности может стать характерный шум мотора в области головок. Самый лёгкий способ проверить это — открыть капот автомобиля, запустить двигатель и внимательно прислушаться. Если на фоне работы мотора будет заметен странный и необычный шум, то стоит провести диагностику клапанов и направляющих втулок.
Инструменты и материалы
Замена направляющих втулок проводится с использованием следующего инструментария:
- молоток;
- развёртки на 8.022 и 8.028;
- оправка для выпрессовки и запрессовки втулок.
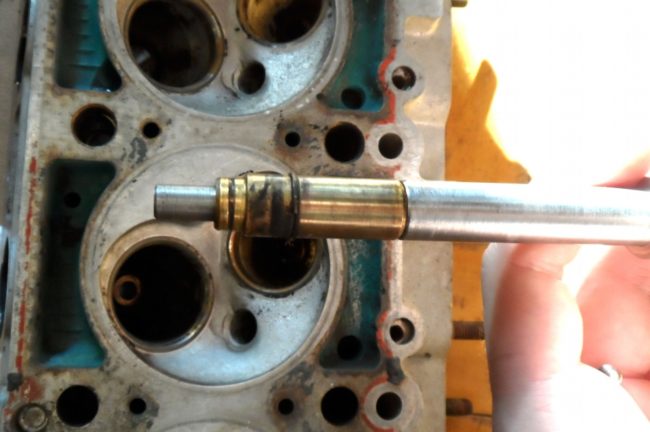
Втулки меняют с помощью ступенчатой оправки — латунного либо бронзового инструмента. Упирается он в направляющую втулку, после чего она выбивается ударом молотка. Такой способ выпрессовки не так вредит ГБЦ, как использование обычного молотка и зубила. Специальный съёмник используется не только для снятия втулок, но и для их замены.
 Ступенчатая оправка, используемая для выпрессовки направляющих втулок ВАЗ 2106
Ступенчатая оправка, используемая для выпрессовки направляющих втулок ВАЗ 2106
Лучшим инструментом для замены направляющих втулок является съёмник-выпрессовщик. Такие приспособления позволяют снимать втулки клапанов без повреждения посадочной плоскости на ГБЦ. Наличие этого инструмента позволяет избежать задиров и других дефектов ГБЦ, которые могут появиться при использовании оправки и молотка.
 Съёмник-выпрессовщик для направляющих втулок ВАЗ 2106— универсальный инструмент
Съёмник-выпрессовщик для направляющих втулок ВАЗ 2106— универсальный инструмент
Как заменить клапанные втулки на ВАЗ 2106
- Открыть доступ к втулкам клапанов за счёт проворачивания двух крайних шпилек, которые мешают установить оправку. Отворачиваются они методом навинчивания на них четырёх гаек попарно. Можно прибегнуть к специальному шпильковёрту.
 Шпильки ГБЦ ВАЗ 2106 откручиваются для доступа к клапанам
Шпильки ГБЦ ВАЗ 2106 откручиваются для доступа к клапанам - Направляющая втулка легко выпрессовывается ударами молотка по вставленной оправке. Прежде чем приступать к извлечению старой втулки, необходимо перевернуть ГБЦ. Выпрессовка направляющей втулки ВАЗ 2106 из гнезда с помощью специального инструмента
- Деталь устанавливается в седло, затем молотком и оправкой запрессовывается до упора в плоскость ГБЦ. На втулки надеваются стопорные кольца и в таком состоянии проводится их запрессовка. Втулки впускных клапанов на ВАЗ 2106 несколько короче, чем втулки выпускных клапанов. Изнутри они покрыты канавками, которые смазывают клапаны. Длина канавок различается у впускных и выпускных клапанов: в первом случае они идут только до половины седла, во втором — до его дна. Запрессовка новых направляющих втулокВАЗ 2106
- По окончании монтажа втулок их отверстия разворачиваются, причём их диаметр различается. Отверстия направляющих втулок ВАЗ 2106 разворачиваются после монтажа
 Шпильки ГБЦ ВАЗ 2106 откручиваются для доступа к клапанам
Шпильки ГБЦ ВАЗ 2106 откручиваются для доступа к клапанам Выпрессовка направляющей втулки ВАЗ 2106 из гнезда с помощью специального инструмента
Выпрессовка направляющей втулки ВАЗ 2106 из гнезда с помощью специального инструмента Запрессовка новых направляющих втулокВАЗ 2106
Запрессовка новых направляющих втулокВАЗ 2106 Отверстия направляющих втулок ВАЗ 2106 разворачиваются после монтажа
Отверстия направляющих втулок ВАЗ 2106 разворачиваются после монтажаЗамена клапанных гильз на ВАЗ 2106 — видео
Установка направляющих втулок на ВАЗ 2109
-
Смена направляющих втулок на ВАЗ 2109 начинается с фиксации на детали съёмника посредством обточенных гаек. Центральная часть инструмента придерживается верхним ключом, а при помощи нижнего выпрессовывается направляющая втулка. Её выход из гнезда сопровождается характерным щелчком, после этого деталь вынимается.
 Направляющие втулки клапанов ВАЗ 2106 выпрессовываются съёмником
Направляющие втулки клапанов ВАЗ 2106 выпрессовываются съёмником Чтобы облегчить процесс установки втулки, её обрабатывают моторным маслом. Деталь запрессовывается в седло клапана при помощи конической втулки. При этом для впускного и выпускного клапанов втулки выбираются таким образом, чтобы резьба на направляющей детали была длиннее на несколько сантиметров.
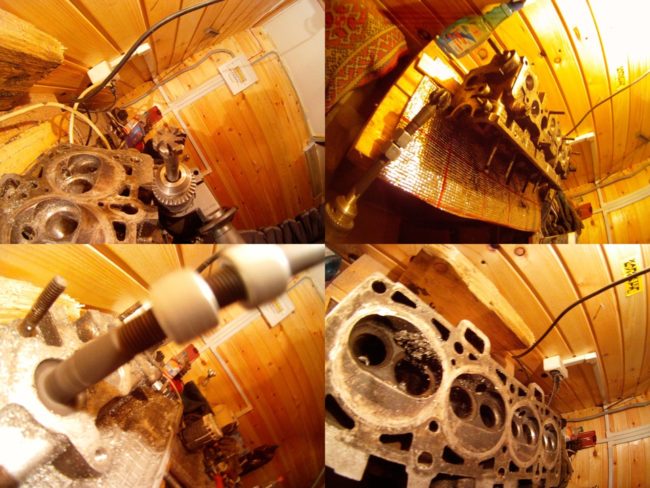 Подводка седла клапанов ВАЗ 2109 при помощи шарошки
Подводка седла клапанов ВАЗ 2109 при помощи шарошкиИтак, поменять направляющие втулки можно как самостоятельно, так и в автосервисе. Это довольно простая в исполнении процедура, которая может значительно продлить срок эксплуатации двигателя автомобиля.