
Что такое пальцы в двигателе, палец польшина
Скажите, как должен в ходить поршневой палец в шатун на приоровском двигателе
21 ноября 2016, 20:33 #1
помогите,купил новые шатуны и поршневую, вставляю поршневой палец в шатун он слегка болтается, как он должен сидеть к разбирал подскажите пожалуйста.

21 ноября 2016, 20:41 #2
Prygunov1988, 21 ноября 2016, 20:33, #1
помогите,купил новые шатуны и поршневую, вставляю поршневой палец в шатун он слегка болтается, как он должен сидеть к разбирал подскажите пожалуйста.
Что значит болтается?
21 ноября 2016, 20:45 #3
он выпадает из шатуна, не капли спротивления, если трясти то он звенеть начинает.
21 ноября 2016, 20:47 #4
Какой пробег у двигателя?
А в поршне как палец себя ведёт?
21 ноября 2016, 20:51 #5
пробег 160000 в среднем. в поршне палец сидит нормально и не туго и не слабо, как положено, а вот в шатуне гуляет. шатуны новые.
21 ноября 2016, 20:53 #6
Палец должен легко входить в поршень от усилия большого пальца руки, а вот если при покачивании пальца ощущается люфт, замените шатун, он свободно входит только при нагреве, ни как иначе. 
21 ноября 2016, 21:13 #7
При нагреве входит легко на восьмерочным двигателе. на приоровском он должен входить также как и в поршень от усилия пальца.
Смотрел у соседа шатуны приоровкие снятые с двигателя, присудствует такой же люфт, может он должен быть.
21 ноября 2016, 22:07 #8
Prygunov1988, 21 ноября 2016, 21:13, #7
При нагреве входит легко на восьмерочным двигателе. на приоровском он должен входить также как и в поршень от усилия пальца. Смотрел у соседа шатуны приоровкие снятые с двигателя, присудствует такой же люфт, может он должен быть.
Болтаться он не должен это точно. А у тебя поршни родные?
ВАЗ 2109
Лада Гранта Седан
21 ноября 2016, 22:15 #9 + 1
Ребята, вы чё, плохо читаете, он же писАл, “купил новые шатуны и поршневую”.
Не надо давать советы, если плохо разбираетесь в теме.
Пальцы в шатунах болтаться не должны, чуть плотнее чем в поршнях.
Вы вообще знаете почему стали делать “плавающий” палец, не как на 2101 и 2108.
21 ноября 2016, 22:24 #10
у меня стояли поршневая со 124 мотора, решил перейти на родную поршневую и столкнулся с такой проблемой. что делать не знаю.
а втулки меняются на приоровских шатунах?
21 ноября 2016, 23:05 #11
Prygunov1988, 21 ноября 2016, 22:24, #10
у меня стояли поршневая со 124 мотора, решил перейти на родную поршневую и столкнулся с такой проблемой. что делать не знаю. а втулки меняются на приоровских шатунах?
А чем 124 не нравится?
22 ноября 2016, 07:21 #12
Медленный, 21 ноября 2016, 22:15, #9
Ребята, вы чё, плохо читаете, он же писАл, “купил новые шатуны и поршневую”. Не надо давать советы, если плохо разбираетесь в теме. Пальцы в шатунах болтаться не должны, чуть плотнее чем в поршнях. Вы вообще знаете почему стали делать “плавающий” палец, не как на 2101 и 2108.
Так как шатун, поршень и палец изготовлены из различных материалов, зазоры в соединениях калиброваны в зависимости от свойств металлов. Например, при комнатной температуре, палец должен входить во втулку шатуна без люфта. В отверстие поршня (при комнатной температуре) палец должен проходить с некоторым натягом.
Во время работы двигателя поршень и палец нагреваются, и из-за разности температурных коэффициентов расширения стального пальца и алюминиевого поршня зазор между этими деталями приобретает необходимое значение.
22 ноября 2016, 07:47 #13 + 1
феликс, 22 ноября 2016, 07:21, #12
Так как шатун, поршень и палец изготовлены из различных материалов, зазоры в соединениях калиброваны в зависимости от свойств металлов. Например, при комнатной температуре, палец должен входить во втулку шатуна без люфта. В отверстие поршня (при комнатной температуре) палец должен проходить с некоторым натягом. Во время работы двигателя поршень и палец нагреваются, и из-за разности температурных коэффициентов расширения стального пальца и алюминиевого поршня зазор между этими деталями приобретает необходимое значение.
принципиальное различие между не плавающим пальцем (2101-2108,14,15) и плавающим ( 2110, умз, змз, узам) в том, что при работе последний вращается, тем самым исключается его эллиптический износ. Плюс плавающий палец гораздо менее требователен к монтажу. Часто пальцы 2108-2101 при неправильной его посадке вылазят из шатуна вследствии нарушении геометрии головки шатуна при неправильной его посадке.
ВАЗ 2109
Лада Гранта Седан
22 ноября 2016, 14:14 #14
“Не хочу утверждать, что моё мнение правильное, но исходя из знания теории работы двигателя, поясняю. На форсированных и моторах повышенной мощности, коим является “нивский” мотор по отношению к ВАЗ 2101, для которого и разрабатывались шатуны без втулки, поршень имеет больший нагрев в режимах близких к максимальной мощности, поэтому возможно “закусывания” пальца на поршне в следствии большёго расширения. Если палец в шатуне соит жестко, возможны задиры. С плавающим пальцем, этого не происходит, в случае “закусывания” пальца в поршне, палец начинает вращаться во втулке. Как только трение в поршне и пальце восстановиться, эта пара опять начинает работать. Так происходит постоянно, нет трения нет нагрева. Поэтому на форсированных моторах предпочтительней ставить шатуны с плавающим пальцем. ПРИ УСЛОВИИ ПРАВИЛЬНО ПОДОБРАННЫХ МОНТАЖНЫХ ЗАЗОРОВ.”
Эту фразу я написал на одном из автофорумов аж в 2010 году.
О достоинствах плавающей посадки поршневого пальца

Рубрика: Технические науки
Дата публикации: 26.12.2016 2016-12-26
Статья просмотрена: 6015 раз
Библиографическое описание:
Семенченко И. Ю., Медведева М. С. О достоинствах плавающей посадки поршневого пальца // Молодой ученый. 2016. №29. С. 133-136. URL https://moluch.ru/archive/133/37442/ (дата обращения: 19.03.2020).
Технологический процесс сборки является заключительным этапом изготовления изделия. От качества сборки зависит ресурс изделия в целом. Некачественная сборка даже деталей, изготовленных с соблюдением всех технических требований, неминуемо приведет к снижению ресурса узла. Примером некачественной сборки могут быть: перекос собираемых деталей, снижение величины натяга, повреждение сопрягаемых поверхностей, что в конечном итоге приводит к повышенному шуму и вибрациях при работе и снижению долговечности узла. В статье приводится обзор двух методов посадки поршневого пальце в бобышках поршня и втулке верхней головки шатуна:
1) Посадка, при которой палец запрессован в бобышки, свободно вращается во втулке.
2) Плавающая посадка, при которой палец свободно вращается как в бобышках, так и во втулке
Также будет сравнен ресурс данного соединения при сборке этими методами.
Описание конструкции узла, его служебного назначения, особенностей сборки, показателей точности деталей
В статье объектом рассмотрения является соединение поршневого пальца с поршнем и шатуном двигателя Иж Планета 5. Общий вид силового агрегата представлен на рисунке 1:
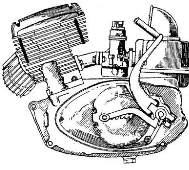
Рис. 1. Общий вид силового агрегата
Двигатель Иж Планета 5 имеет следующие технические характеристики:
– Тип двигателя двухтактный одноцилиндровый
– Диаметр цилиндра, мм 72
– Ход поршня, мм 85
– Степень сжатия 8,2–8,7
– Рабочий объем: 346 см 3
– Максимальная мощность двигателя, л.с. 22 при 4850 об/мин
Поршневой палец служит для соединения поршня с шатуном. Данное соединения представлено на рисунке 2:
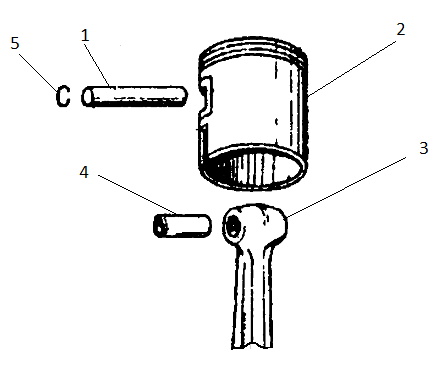
Рис. 2. Соединение поршня с шатуном
Поршневой палец (1) устанавливается в бобышки поршня (2) и во втулку (4) верхней головки шатуна (3). Палец фиксируется в бобышках с помощью стопорных колец (5). Существует 3 способа сборки данного соединения:
1) Палец установлен с натягом в бобышках поршня, с зазором во втулке шатуна
2) Палец установлен с зазором в бобышках поршня, но с натягом во втулке шатуна
3) Плавающая посадка, при которой палец установлен с зазором как в бобышках поршня, так и во втулке шатуна
В данном двигателе палец установлен с натягом в бобышках поршня, с зазором во втулке верхней головки шатуна.
Сборка пальца, который имеет посадку с натягом, имеет некоторые недостатки. Во-первых, для сборки будет необходим нагрев охватывающей детали, так как применение холодной запрессовки крайне нежелательно (возможно повреждение шатуна). Во-вторых, при посадке с натягом, у пальца неравномерно изнашивается рабочая поверхность, что приводит к снижению ресурса соединения.
Этих недостатков лишена плавающая посадка пальца, при которой палец устанавливается в бобышки поршня и во втулку шатуна от усилия руки, отпадает необходимость в использовании термического метода сборки. Также при такой посадке, палец имеет возможность проворачивания, при этом рабочая поверхность равномерность изнашивается.
Эксперимент
В эксперименте использованы два двигателя Иж Планета 5, приобретены 2 комплекта запасных частей производства ОАО Ижмаш- поршней первого ремонта, поршневых колец, поршневых пальцев, стопорных колец. Произведена:
1) Расточка цилиндра с тепловым зазором 0,05 мм
2) Замена втулок верхних головок шатуна, с последующими доработками развертыванием
3) Установка зазора в замке поршневых колец 0,3 мм
4) Доработка бобышек поршня из 2 комплекта развертываем для обеспечения посадки пальца с зазором
Произведено измерение микрометром, штангенциркулем размеров и проведен анализ показателей качества собираемых деталей, который представлен в таблице 1.
Анализ показателей качества деталей
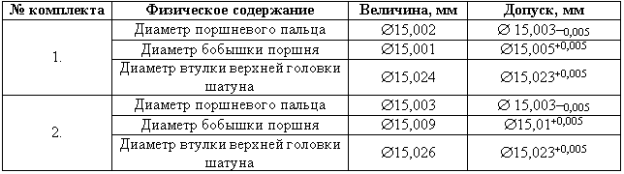
Таким образом, размеры находятся в пределах поля допуска, что позволяет судить о качестве собираемых деталей.
Произведена сборка двух двигателей, произведена обкатка с соблюдением рекомендаций завода-изготовителя в течение 2000 км, посторонний стуков не выявлено.
Условия работы двигателей
Мотоциклы эксплуатируются в одинаковых условиях:
– Мотоциклы эксплуатируются преимущественно по дорогам с асфальтовым покрытием
– Крейсерская скорость мотоциклов на шоссе 80–90 км/ч, обороты двигателя при этом составляют 2800–3200 об/мин, городском цикле диапазон оборотов составляет 2000–2500 км/ч. Для двигателя Иж Планета 5 такой режим эксплуатации является наиболее оптимальным с точки зрения ресурса
– Расход топлива для обоих двигателей составил 4–4.5 литра на 100 км пробега, что показывает отличное общее техническое состояние двигателей
– Угол опережения выставлен 3,25 мм до ВМТ
– Смазка двигателей осуществляется смесью бензина АИ 92 с маслом Лукойл 2T в пропорции 1:25
– Техническое обслуживание каждые 5000 км пробега (замена масла в КПП, чистка и регулировка карбюратора, очистка наружных поверхностей двигателей от загрязнений)
Результаты эксперимента
Через 20000 км произведена разборка двигателей с последующей дефектовкой:
Двигатель № 1(посадка пальца с натягом в бобышках)
При эксплуатации обнаружен легкий металлический стук при работе холодного двигателя, при прогреве стук пропадал. Позволяет косвенно судить о начальном износе соединения палец-втулка. Произведено 4 измерения пальца и втулки. Результаты показаны в таблице 2.
Деталь
№измерения
Что такое пальцы в двигателе, палец польшина
Поршневой палец служит для шарнирного соединения поршня с шатуном и является осью, относительно которой шатун совершает колебательное движение.
Поршневой палец работает в условиях знакопеременной нагрузки при четырехтактном процессе и в условиях близких к пульсирующей нагрузке в случае двухтактного процесса. Кроме того, поршневой палец испытывает тепловую нагрузку вследствие передачи теплоты от головки поршня, выделения теплоты при трении поршневого пальца о головку шатуна и бобышки поршня. В результате этого создаются неблагоприятные условия для осуществления жидкостного трения. Из-за наличия полужидкостного трения поршневой палец и сопряженные с ним поверхности бобышек поршня и верхней головки шатуна сильно изнашиваются.
Для обеспечения нормальных условий работы поршневого пальца его конструкция должна удовлетворять следующим требованиям: малая масса, минимальная деформация при работе, хорошая сопротивляемость ударной нагрузке, высокая износостойкость и прочность при переменной нагрузке.
Поршневой палец делают цилиндрической формы с отверстием внутри.
Конструкция поршневого пальца в основном зависит от типа сопряжения поршневого пальца с бобышками поршня и верхней головки шатуна. По указанному признаку различают поршневые пальцы: 1) закрепленные в бобышках поршня и вращающиеся в головке шатуна; 2) закрепленные в головке шатуна и вращающиеся в бобышках поршня и 3) свободно вращающиеся как в головке шатуна, так и в бобышках поршня — плавающие пальцы.
В первом случае поршневой палец стопорится болтами, для которых в бобышках поршня имеются отверстия с резьбой, а на поверхности самого пальца — отверстия для его стопорения. Недостатком такого крепления являются: выкрашивание резьбы стопорного болта, увеличение брака при термической обработке поршневого пальца из-за наличия в нем углубления, прогиба поршневого пальца из-за увеличения длины поверхности соприкосновения поршневого пальца с головкой шатуна (для уменьшения износа рабочих поверхностей). Поэтому этот тип крепления не применяется.
Во втором случае крепления поршневого пальца значительно сокращается длина головки шатуна, что ведет к уменьшению массы шатуна и расчетной длины поршневого пальца, а следовательно, и его прогиба. Этот способ крепления поршневого пальца целесообразно применять при чугунных поршнях. Если поршень пальца изготовлен из сплава, имеющего высокий коэффициент расширения,то вследствие того,что поршневой палец должен поворачиваться в бобышках даже холодного поршня, зазор в сопряжении поршневой палец — поршень при повышении температуры получается увеличенным.
Преимущественное распространение получили поршневые пальцы плавающего типа, так как они незначительно и равномерно изнашиваются по длине и по окружности и удобны при монтаже. Кроме того, в случае их применения уменьшается опасность заедания пальца.
Для предотвращения осевого перемещения поршневого пальца плавающего типа применяют различные способы фиксации. При фиксации поршневого пальца одним кольцом ослабляется его опасное сечение, поэтому предпочтительнее креплениепоршневого пальцадвумя кольцами в бобышках поршня. В ряде двигателей в отверстия бобышек поршня устанавливаются заглушки 1 из листовой стали и пружинящие кольца 2. В некоторых случаях фиксация поршневого пальца осуществляется пробками из алюминия или латуни, при этом несколько повышается жесткость кольца и улучшается отвод теплоты.
Конструктивные формы поршневых пальцев весьма разнообразны. Наиболее простыми являются поршневые пальцы трубчатой формы. Поршневые пальцы с коническими внутренними поверхностями имеют форму бруса равного сопротивления изгибу, вследствие чего уменьшается масса поршневого пальца.
Для смазки поршневого пальца в бобышках поршня масло подводится по каналу из-под маслосъемных поршневых колец через отверстия в бобышках поршня. Смазка поршневого пальца в головке шатуна осуществляется маслом, разбрызгиваемым кри-вошипно-шатунныммеханизмомиподаваемымкпоршневому пальцу через отверстия в головке шатуна, или маслом, поступающим по каналу в шатуне от шатунной шейки коленчатого вала.
Кривошипно-шатунный механизм
Кривошипно-шатунный механизм (КШМ) служит для преобразования поступательного движения поршня во вращательное движение коленчатого вала, и наоборот. Детали КШМ делят на две группы, это подвижные и неподвижные детали:
– подвижные: поршень с кольцами, поршневой палец, шатун, колен вал, маховик.
– неподвижные: блок цилиндров – является остовом д.в.с., головка блока, прокладка, поддон (картер).
Назначение, конструкция и материал поршневых пальцев
Поршневой палец соединяет поршень с верхней головкой шатуна (рис.1).
Поршневой палец служит осью в шарнирном соединении поршня с шатуном и воспринимает, поэтому все передающиеся между ними силовые нагрузки. В четырехтактных двигателях силовые нагрузки на поршневой палец резко изменяются как по величине, так и по направлению, а в двухтактных – только по величине. Однако в обоих случаях поршневые пальцы испытывают ударный характер нагрузки и работают в условиях ограниченной смазки.

а) «стакан» в «стакане» б) поперечный разрез
Рисунок 1 – Одноцилиндровый карбюраторный двигатель внутреннего сгорания
1 – головка цилиндра; 2 – цилиндр; 3 – поршень; 4 – поршневые кольца; 5 – поршневой палец;
6 – шатун; 7 – коленчатый вал; 8 – маховик; 9 – кривошип; 10 – распределительный вал;
11 – кулачок распределительного вала; 12 – рычаг; 13 – клапан; 14 – свеча зажигания
В кривошипном механизме быстроходных двигателей поршневые пальцы должны иметь, возможно, меньшую массу, а по конструктивным соображениям их выполняют с ограниченным поперечным сечением и малыми опорными поверхностями. Это порождает большие напряжения и значительные удельные давления на опорных поверхностях рассматриваемого шарнирного соединения, поэтому поршневой палец должен обладать высокой износостойкостью и одновременно хорошо противостоять действию ударных нагрузок при общей ограниченной массе.
Чтобы удовлетворить этим жестким требованиям, поршневые пальцы изготовляют в виде полого цилиндра с небольшой толщиной стенок одинакового или переменного (при необходимости) сечения по оси (рис. 2) и подвергают их соответствующей термической обработке.
Поршневой палец должен быть прочным, легким и износостойким, так как во время работы подвергается трению и большим механическим нагрузкам, переменным по величине и направлению. Пальцы изготовляют из высококачественной стали в виде пустотелых трубок. Для повышения надежности наружную поверхность пальца цементируют или закаливают, а затем шлифуют и полируют. Материалом для поршневых пальцев служат углеродистые стали марок 15, 20 или 45, а в особенно напряженных двигателях применяют хромистые – 20Х, 40Х, 12ХНЗА и другие легированные стали.

Рисунок 2 – Поршневые пальцы
Пальцы, изготовленные из малоуглеродистых сталей, содержащих до 0,2% углерода, цементируют, т. е. науглероживают поверхностный их слой, и подвергают закаливанию. Пальцы из среднеуглеродистых сталей закаливают, нагревая их поверхностный слой токами высокой частоты. Толщина закаленного слоя составляет 1…1,5 мм, а твердость HRC 55…62.
После такой термической обработки материал пальца с внутренней стороны стенок сохраняет свои вязкие свойства и хорошо сопротивляется ударным нагрузкам, а наружный закаленный слой их приобретает повышенную износостойкость. Пальцы тщательно шлифуют и полируют, с тем, чтобы на рабочей поверхности не оставалось каких-либо рисок или следов обработки, вызывающих концентрацию опасных для прочности местных напряжений.
Чтобы в процессе работы поршневые пальцы не выходили из отверстий бобышек и не могли повредить зеркало цилиндра, их фиксируют в строго заданном положении относительно шатуна или поршня.
В бобышках поршня палец укреплен стопорными кольцами, удерживающими его от осевого смещения. Такой палец называют плавающим, так как он при работе двигателя может повертываться в верхней головке шатуна и бобышках поршня. Плавающие поршневые пальцы равномернее изнашиваются и поэтому долговечнее.
У работающего двигателя поршень из алюминиевого сплава расширяется больше, чем стальной палец, поэтому возможен его стук в бобышках поршня. Для устранения этого явления поршень перед сборкой с шатуном нагревают до 70-80° С, а затем в поршень и шатун вставляют палец. Когда поршень остынет, палец в бобышках окажется закрепленным неподвижно, а верхняя головка шатуна будет иметь угловое смещение относительно неподвижного пальца.
При работе двигателя поршень нагревается и палец получает возможность повертываться вокруг своей оси. Применяют пальцы, запрессованные в верхние головки шатунов (двигатели автомобилей «Жигули»), Такие пальцы могут повертываться только в бобышках поршня.
Как фиксируются пальцы от осевых смещений?
По способу фиксации их подразделяют на плавающие и закрепленные. Последние неподвижно фиксируют в головке шатуна или в бобышках поршня, поэтому угловое перемещение они сохраняют только в бобышках (рис. 2, б) или в головке шатуна (рис. 2, в).
В современных конструкциях неподвижность пальца относительно головки шатуна достигают путем запрессовки пальца в головку с заданным натягом (например, в двигателях ВАЗ натяг составляет 0,01…0,042 мм при диаметре пальца 22 мм).
При неподвижной фиксации поршневых пальцев в шатуне или бобышках поршня отдельные участки их нагружаются неравномерно, а, следовательно, и неравномерно изнашиваются. Чтобы устранить этот недостаток, применяют так называемые плавающие пальцы, которые фиксируют только от осевого смещения, как показано на рис. 2, а, г.
В процессе работы они могут свободно поворачиваться, как в головке шатуна, так и в бобышках поршня, что способствует более равномерному их износу. В холодном состоянии палец должен плотно без качки входить в отверстие втулки верхней головки шатуна, а по отверстиям в бобышках поршня из алюминиевых сплавов его подбирают с тугой посадкой. Необходимость этого обусловливается разницей в коэффициентах линейного расширения у алюминиевых поршней и стальных пальцев.
Опыт показывает, что в прогретом двигателе зазоры между поршневым пальцем и отверстиями в бобышках и головке шатуна выравниваются. Для облегчения сборки алюминиевые поршни рекомендуется подогревать до 60…80 °С путем погружения в горячую жидкость.
Осевую фиксацию плавающих пальцев осуществляют с помощью стопорных пружинных колец круглого или прямоугольного сечения (рис. 2, а) и реже для этой цели используют грибки из мягкого металла (рис. 2, г).
Стопорные кольца устанавливают в канавках, проточенных для них в отверстиях бобышек, несущих поршневой палец. Из канавок их вынимают с помощью отогнутых внутрь концов или имеющихся у них отверстий (рис. 2, а). Грибки, или заглушки, из мягкого металла (обычно из алюминия) запрессовывают с двух сторон в отверстия поршневого пальца.
При осевом перемещении грибки поршневого пальца соприкасаются с зеркалом цилиндра, но не разрушают стенок. Поршневые пальцы двухтактных двигателей с торцов закрываются иногда заглушками, предотвращающими возможное перетекание газов между впускными и выпускными окнами. От осевого перемещения пальцы в этих двигателях фиксируют стопорными кольцами (рис. 2, д).
Таким образом, поршневые пальцы изготовлены из хромоникелевой стали в виде пустотелых цилиндрических стержней и упрочнены цементацией и закалкой. Осевое перемещение пальца в поршне ограничено стопорными кольцами.













